
服務熱線
13832895888
歡迎訪問唐山市三川鋼鐵機械制造有限公司
服務熱線
13832895888

銷售部:13832895888
供應部:13633361888
郵箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
傳真:0315-2969909
網址:wjyhy.cn
地址:唐山市路南區女織寨村南

轉爐一倒合格率是指結合煉鋼各鋼種工藝要求,在轉爐吹煉至一倒時的碳、磷和溫度達出鋼的控制要求,以保證所煉鋼種的溫度、成分達產品控制要求。提高轉爐一倒合格率的意義 提高一倒合格率,可提高產品內控合格率和澆注溫度命中率,同時有效減少拉后吹,是煉鋼操作水平和管理水平高低的重要標志,也是降低煉鋼生產成本和產品質量的基礎工作和重要抓手。提高轉爐一倒合格率的經濟效益“提高轉爐一倒合格率 改善煉鋼技術經濟指標”的經濟效益主要體現在兩方面,一是鋼鐵料消耗降低,二是合金消耗的降低,另外,轉爐一倒合格率提高后,可有效減少化學廢品和降低轉爐耐火材料消耗。鋼鐵料耗的統計方式1.理論基礎:任何指標都要統一標準才好對比,鋼鐵料耗的理論基礎是物質不滅定律,推廣到具體的鋼鐵料耗方面為物料平衡,投入量與產出量之間的關系,為了統計方便,國家專門制訂了鋼鐵料耗統計的相關規定。2.國家規定的統計標準:轉爐鋼鐵料消耗(kg/t鋼)=[生鐵+廢鋼鐵量(kg)]/轉爐(電爐)合格產出量(t) 。其中:生鐵包括冷生鐵、高爐鐵水、還原鐵;廢鋼鐵包括各種廢鋼、廢鐵等。凡分別管理、按類配用下列廢鋼鐵的,在計算廢鋼鐵消耗指標時,可按下列統一的折合標準折合計算:a. 輕薄料廢鋼,包括銹蝕的薄鋼板以及相當于銹蝕薄板的其他輕薄廢鋼,按實物量×60%計算,其加工壓塊按實物量×60%計算;關于輕薄廢鋼,國家標準GB/T4223-1996中有明確規定;b. 渣鋼是指從爐渣中回收的帶渣子的鋼,按實物×70% 計算;經過砸碎加工(基本上去掉雜質)的渣鋼,按實物量×90%計算;c. 優質鋼絲(即過去所稱“鋼絲”)、鋼絲繩、普通鋼鋼絲(即過去所稱“鐵絲”)、鐵屑以及鋼錠扒皮車屑和機械加工的廢鋼屑(加工壓塊在內),按實物量×60%計算;d. 鋼坯切頭切尾、湯道、中注管鋼、桶底鋼、凍包鋼、重廢鋼等均按實物計算。

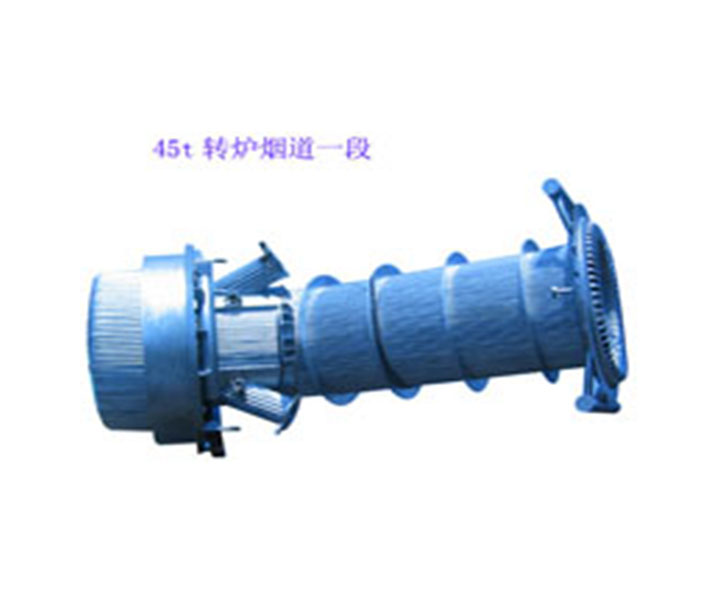
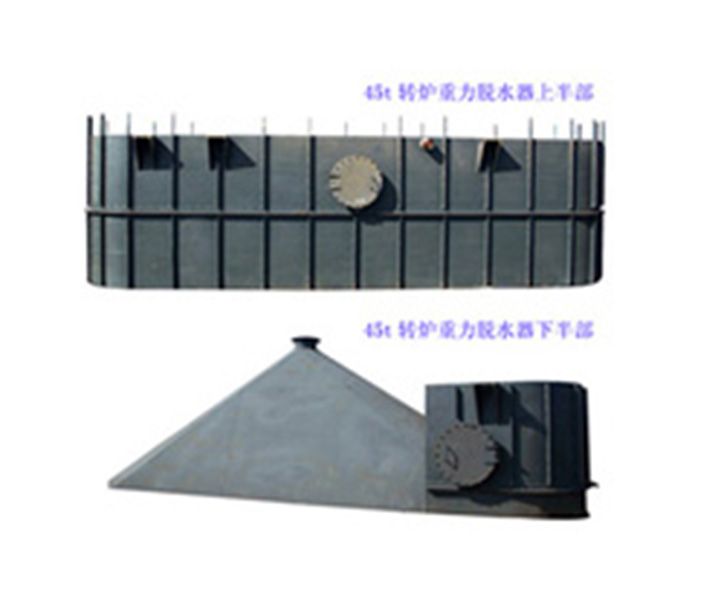
鋼、鐵一般都采用高溫冶金方法冶煉。鋼鐵冶煉機械包括煉鐵的高爐及其配套機械、煉鋼的平爐和轉爐、電弧爐、爐外精煉設備、鑄錠設備以及冶金車輛等。高爐及其配套機械 將鐵礦石或人造富礦連續煉成生鐵的鼓風豎爐稱為高爐。它的外形像一個堅式的圓筒,由耐火材料及金屬殼體組成,為高爐及其配套機械的布置。原料從貯礦槽經稱量后由高爐機械的料斗或帶式輸送機送到爐頂,分批均勻地置入爐內。經熱風爐預熱的空氣由風口鼓入爐內,使燃料燃燒加熱爐料并使之分解和還原,從而得到生鐵。鐵水從出鐵口放出,經鐵水溝和流嘴進入鐵水罐中,運往鋼廠或由鑄鐵機鑄成鐵塊。從爐頂導出的煤氣,經煤氣凈化系統處理后可作為燃料。為強化冶煉,除采用外燃式熱風爐提高風溫、加大風量或采用綜合鼓風(包括噴吹燃料、富氧鼓風和脫濕鼓風)外,提高爐頂壓力也能增加產量和降低焦碳消耗。賀州優質煉鋼轉爐成套設備制作新建的高爐廣泛采用鐘閥密封式或無料鐘式高壓爐頂。采用無料鐘式高壓爐頂后,爐頂高度和重量均可相應降低一半左右。高爐容積也達5500米3左右(日產生鐵1萬余噸)。高爐生產的大型化、連續化,要求有較高的機械化和自動化程度,須采用開、堵出鐵口機和換風口機等配套高爐機械。煉鋼平爐按結構形式可分為傾動式和固定式兩種。傾動式平爐因熔煉室可前后傾動,具有操作靈活和分罐出鋼的特點,但結構較復雜,故一般均采用固定式平爐。固定式平爐的特點與傾動式平爐相反。平爐熔煉范圍一般為100~650噸。20世紀70年代開始采用埋入式氧槍,加大供氧強度,縮短了冶煉時間.煉鋼轉爐鼓入空氣或工業純氧,使氧氣與液態鐵水中的碳、硅、錳等元素氧化,以調整鋼水的化學成分,并利用氧化時產生的熱量來煉鋼的設備。鼓入空氣的轉爐,因煉出的鋼質量差,已較少應用。圖2為轉爐的外形及其配套機械。煉鋼所需的造渣劑可從爐頂料倉卸下,經稱量后通過密封料倉和流槽加入轉爐內。整個轉爐爐體由圓環形托圈支承,托圈兩端的軸由軸承支承。托圈軸與傳動機構聯接后能使爐體繞軸線作360°回轉,以適應轉爐加料、出鋼、出渣等工藝要求。轉爐傳動機構的結構形式有落地式、半懸掛式或全懸掛的多點嚙合式等,以全懸掛的多點嚙合式較為普遍。為了提高轉爐爐座利用率,轉爐爐體也可做成更換式的。 為了防止環境污染和節約能源,在冶煉時從轉爐爐口逸出的、含有較多煙塵和大量CO高溫爐氣,經余熱利用煙道生產蒸汽,又經過能回收CO和降低煙氣含塵量的除塵系統,使煙氣符合排放標準。轉爐依氧氣噴口在爐體的位置不同可分為頂吹、底吹和側吹幾種,但側吹轉爐應用較少。氧氣頂吹轉爐在爐口插入水冷氧槍(噴口)供工業純氧,并以超音速氣流噴入熔池進行攪拌和反應。吹轉爐的容量已達400噸,并有更大型的轉爐正在籌建中。底吹轉爐的噴口設置在爐底,噴口數目可根據工藝要求而定。噴口型式有透氣(或毛細管式)耐火磚和同心套管式兩種。為延長同心套管式噴口壽命,套管之間的環縫可噴入碳氫化合物作為冷卻介質,噴口也可在噴入氧氣流時帶入粉狀造渣劑提前化渣去除硫、磷。底吹轉爐較適用于高磷鐵水的冶煉。頂吹轉爐上結合底吹轉爐的優點,將部分氧氣或惰性氣體從爐底噴入,便成為頂底復合吹煉的轉爐,效果較好。為了適應氧化轉爐快速操作和環境保護的要求,現代轉爐還配有相應的裝料、出鋼、出渣、渣處理、煙氣凈化、污水處理和綜合利用等配套設備,同時也采用計算機控制,以提高生產的經濟效益。賀州優質煉鋼轉爐成套設備制作電弧爐利用電能通過石墨制的電極與金屬爐料之間產生電弧所生成的熱量進行熔化爐料。電弧爐由爐體、傳動裝置、供電系統和控制設備等組成。爐體結構依裝料形式不同,可分為爐身開出式、爐蓋旋轉式和爐蓋開出式幾種。為了出鋼方便,整個爐體可作前后傾動。電極的夾持和升降機構安裝在爐體的側面,為了調整電弧長度,升降機構能自動調節。為了提高鋼的質量,常在爐底下部裝設電磁攪拌器,使鋼流按需要方向流動。電弧爐容量一般為10~360噸。為了提高生產能力和縮短熔煉時間,電弧爐正向超高功率方向發展。爐外精煉為提高鋼液質量,可將煉鋼爐初煉的鋼液在煉鋼爐外精煉。爐外精煉有真空脫氣、鋼包精煉、噴射冶金等方法。① 真空脫氣:利用氣相壓力降低而使鋼中溶解的氣體析出。真空脫氣有座包脫氣法、滴流脫氣法、提升除氣(D-H)法、循環除氣(R-H)法等。提升除氣法和循環除氣法應用較為普遍。提升除氣法 是靠真空室和鋼水罐的垂直往復相對運動,使鋼液分批進入負壓 66.6~133帕的真空室處理,小批量的鋼液吞吐過程即為除氣攪拌過程,處理容量約為鋼水罐容量的1/12~1/6。提升除氣法的真空室頂部裝有電熱裝置,可減少鋼液的溫度降。在處理后期,可通過特殊的合金料罐加入鐵合金。循環除氣法 是將真空室下端的二根管子插入鋼液中進行,先在左側的上升管內導入少量氬氣或其他惰性氣體。氣體經鋼液高溫加熱而產生熱膨脹,不斷膨脹的向上流動的氣體使鋼液上升進入真空室而濺成微粒,從而獲得充分除氣,除氣后的鋼液沿右側下降管流回鋼水罐,使鋼液在罐內充分攪拌。經循環除氣后的鋼液純度高,溫度和成分也較均勻。真空室可容鋼量約為1~2噸。整個設備支承在平行的四聯桿機構上,能在不同容量的鋼水罐上工作。② 鋼包精煉:將鋼液電弧加熱、真空脫氣、吹氬或電磁攪拌、合金化、脫硫等多種工藝均移入鋼包內進行的精煉方法。③ 噴射冶金:將粉狀精煉劑,合金劑以流態化狀態吹入鋼液內部的精煉方法。主要設備有噴粉罐和可升降的噴槍架等。鑄錠設備將鋼液鑄成坯錠的設備。鑄錠分為鋼錠模鑄錠和連續鑄錠兩種工藝。連續鑄錠能提高鋼材成材率,降低能耗,簡化傳統的鋼錠模鑄錠的準備和脫模等工序,為鋼鐵工業的生產連續化創造條件。圖7為連續鑄錠的工藝流程和設備。設備的主要結構型式有立式、立彎式、弧式和水平式等,以弧式應用較為廣泛。熱狀態下設備變形和防止漏鋼是設備制造和操作中的關鍵環節。為了加快處理漏鋼事故,關鍵設備應能迅速整體吊裝更換。連續鑄錠的發展趨向是:提高澆鑄速度和設備利用率,快速變換結晶器的斷面尺寸,用計算機控制提高連續澆鑄能力等。有色金屬的火法冶煉機械在高溫條件下利用燃燒或電產生的熱能,將礦石或精礦中的金屬分離并提煉出來的機械。表列出主要的有色金屬冶煉設備及其特點。此外尚有感應電爐、電弧爐、真空自耗電爐、電子束熔煉爐、等離子熔煉爐等,以及類似于電化學設備的電解熔煉槽和熔鹽電解槽等。
一、 用途鐵水包用于鑄造車間澆注作業,在爐前承接鐵液后,由行車運到鑄型處進行澆注二、主要技術參數及外形尺寸1、吊包形式,雙向回轉式 。2、減速箱形式,雙蝸輪副傳動 。3、速比(如圖表)。4、外形尺寸(如圖表)。三、特點1、合理選擇了回轉中心,操作方便,澆注完畢后基本可自行復作。2、采用雙蝸輪副傳動。雖然制造要求高,但傳動靈活自如,雙向可逆性好。3、吊桿采用鍛件,比鋼板焊接件可靠安全。4、包體鋼板較厚,包底結構采用錐度、底箍、焊接相結合的三重保險、即延長了使用壽命,又確保了操作者的安全。5、主體與吊桿、減速箱與手輪,均裝有較鏈卡板可隨時鎖定。6、兩耳軸與吊桿向裝有調心軸承,一致性好。使用維護編輯1、搪耐火泥,其厚度為:0.5噸~ 3噸側壁60毫米底部 80 毫米 ;5 噸側壁80毫米底部100 毫米 ;10噸側壁100毫米底部120毫米 ;10噸以上側壁150 毫米底部毫米 ;2、 檢查手輪,應活自如,無卡阻現象。3、 兩耳軸滾動軸承內,每周加二硫化鉬潤滑脂一次。4、 檢查手輪鎖定卡板是否安全可靠。5、 檢查減速箱內是否缺油,每周檢查一次。6、 使用年久,發現蝸輪副間隙增大,有礙安全澆注時,應更換蝸輪副。

槽鋼屬建造用和機械用碳素結構鋼,是復雜斷面的型鋼鋼材,其斷面形狀為凹槽形。槽鋼主要用于建筑結構、幕墻工程、機械設備和車輛制造等。在使用中要求其具有較好的焊接、鉚接性能及綜合機械性能。 產槽鋼的原料鋼坯為含碳量不超過0.25%的碳結鋼或低合金鋼鋼坯。成品槽鋼經熱加工成形、正火或熱軋狀態交貨。其規格以腰高(h)*腿寬(b)*腰厚(d)的毫米數表示,如100*48*5.3,表示腰高為100毫米,腿寬為48毫米,腰厚為5.3毫米的槽鋼,或稱10#槽鋼。腰高相同的槽鋼,如有幾種不同的腿寬和腰厚也需在型號右邊加a b c 予以區別,如25#a 25#b 25#c等。
一個轉爐有兩個氧槍系統:工作氧槍和備用氧槍,這樣可以在工作氧槍損毀時立即換上備用氧槍,不致造成冶煉中斷。損壞的氧槍拆除后更換轉爐及其氧槍系統使得氧另一新氧槍備用。轉爐爐體包括爐殼、耳軸和托圈、軸承座等金屬結構及傾動機構。爐殼由鋼板焊成,內襯砌有堿性耐火材料。各國由于資源不同,所用耐火材料也不同。主要有含Mg較高的白云石磚和高純度、高密度、高強度的鎂碳磚。托圈起著支撐爐體、傳遞傾動力矩的作用。托圈斷面呈矩形,中間焊有直立的帶孔筋板,以增加托圈的剛度。轉爐托圈兩側設有耳軸,耳軸支撐在軸承上,由齒輪帶動,經托圈使爐體傾動。傾動機構是使爐體能傾動的機械設備,以便進行兌鐵水、加廢鋼、取樣、出鋼和倒渣等工藝操作。傾動機構應能使爐體正反旋轉3600°轉爐爐型指爐殼砌襯后所形成的轉爐內膛輪廓。最上端稱為爐口,然后由上到下分為爐帽、爐身和爐底三段。爐帽有正口式和偏口式兩種,正口式爐帽為軸心對稱的截錐形,這樣可使兌鐵水和出鋼分在兩側進行,有利于爐襯均勻受侵蝕,故大多數轉爐都采用正口式爐帽。爐身為直圓筒形,爐底為球缺形。是不同噸位的轉爐爐型比較示意圖。決定轉爐爐型的基本參數是爐容比和高寬比。爐容比是指爐型空間所有容積和金屬料裝入量之比,一般接近1m3/t鋼水的密度是7t/m3。這樣,爐子內只有1/7為鋼水所占據,其余6/7都是空的,保留這樣大的空間是為了容納泡沫渣(見轉爐泡沫渣),避免噴濺。但過大的爐容比增加設備投資。高寬比是指爐型總高度和爐身直徑的比。早期增加轉爐容量時降低高寬比,即爐子向矮胖方向發展。但這使得兩個耳軸距離加大,并導致耳軸中心線彎曲度增大,所以特別大的爐子高寬比又趨向增加。根據高寬比和爐容量即可確定熔池深度和熔池面積。。

從國內外氧氣轉爐煉鋼科技創新的發展趨勢來看,以下幾個方面值得重點關注。3.1、節能環保技術的發展鋼鐵生產的技術進步必須與環境協調發展。重點研發各種工藝條件下優化“負能煉鋼”的工藝與裝備技術,必須采用各種綜合節能技術,實現“負能煉鋼”。雖然轉爐煉鋼是當代鋼鐵生產中耗能最少,且是唯一可以實現總能耗為“負值”的工序,但進一步降低工序能耗和物耗,更加高效地實現能源轉換和回收,更加有效地利用二次能源,開發低溫余熱回收利用新途徑等許多問題還要進行深入研究和優化。主要思路有:1)流程優化應成為煉鋼廠進一步節能的重點流程優化主要體現在緊湊、高效、自控三個方面。流程功能的解析、優化重組,實現轉爐煉鋼生產的緊湊化,即工序時間的最小化、銜接最優化,這是最有效的節能措施;高效化是轉爐煉鋼節能的重要措施;自動化是轉爐煉鋼節能的重要保證2)優化節能技術提高煉鋼能源轉換效率煙氣能量的高效轉換及回收利用;連鑄坯熱送熱裝是銜接煉鋼、軋鋼兩大工序的重要節能措施;爐渣余熱回收和利用;冷卻水余熱回收利用技術是轉爐煉鋼廠進一步提高能源轉換與利用效率的難題。3)進一步挖掘煉鋼工序的節能潛力加大全過程保溫措施是轉爐鋼廠節能的重要基礎;以穩定的工藝操作,實現全廠低溫制度的運行,有效地節能降耗;在全鋼鐵企業能源高效轉換利用和構建能量流網絡以及優化的總體思路下,研究轉爐煉鋼廠進一步節能降耗的新措施。


