
服務熱線
13832895888
歡迎訪問唐山市三川鋼鐵機械制造有限公司
服務熱線
13832895888

銷售部:13832895888
供應部:13633361888
郵箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
傳真:0315-2969909
網址:wjyhy.cn
地址:唐山市路南區女織寨村南

摘要相比較電爐而言,近十年來,我國轉爐煉鋼生產流程工藝與裝備技術的進步幅度是明顯的。而未來,這種生產流程結構不盡合理的現象亦會逐步改變。近年來,我國轉爐鋼產量占粗鋼總產量的比例日益增強,2003年我國轉爐鋼比為82.4%,到2013年這一比例已增至93%,而近十年來,世界轉爐鋼與電爐鋼比例基本保持在7:3的平均水平,我國與之相比轉爐鋼比過高。未來我國這種鋼鐵生產流程結構不盡合理的現象會隨著我國資源條件、市場需求變化和綠色低碳環境的需求而逐步改變。相比較而言,近十年來,我國轉爐生產流程工藝與裝備技術的進步幅度更加明顯。1、轉爐煉鋼技術發展現狀目前,轉爐煉鋼仍是世界上最主要的煉鋼方法,其鋼產量占世界鋼總產量的65%以上。由于我國廢鋼資源短缺,電力缺乏,電價偏高,因此電爐鋼的產量增長受到一定程度的制約,而隨著生鐵資源的充裕也給轉爐鋼產量的增長提供了良好條件。因此,轉爐鋼產量近年來獲得了快速增長。2905年我國轉爐鋼產量為3.14億噸,到2013年提高到7.65億噸。隨著轉爐鋼產量的增加,轉爐煉鋼生產工藝技術也得到迅速發展。轉爐煉鋼技術進步主要體現在以下幾個方面。1.1、轉爐裝備日趨大型化2001年我國100噸以上大型轉爐只有30座,產能為3602萬噸。至2013年增長到345座,產能超過5.08億噸,13年間大型轉爐的生產能力增長了14倍。其中300噸轉爐從3座增加到11座,產能從678萬噸增長到2759萬噸以上。從數量上來看,我國現有轉爐中以100-199噸的轉爐數量最多,而200噸及以上的轉爐數量最少,我國仍然保有一定數量的30噸以下的轉爐。因此,淘汰落后產能任務艱巨。目前,我國100噸及以上轉爐的產能約占全部轉爐產能的67.5%。隨著淘汰落后產能力度的加大,我國轉爐將進一步朝著大型化方向發展。1.2、轉爐生產工藝進一步優化提高鋼材潔凈度是21世紀鋼材質量發展的重大技術方向。為提高鋼材質量且擴大冶煉鋼種,我國大、中型轉爐煉鋼廠都相繼增建了鐵水脫硫裝置和二次精煉裝置。近年來新建的轉爐煉鋼廠大多配置了鐵水脫硫裝置,并根據冶煉鋼種的要求配置了相應的爐外精煉裝置,一般多采用LF精煉,有些轉爐煉鋼廠還配置了Ⅵ)精煉裝置,從而為高附加值鋼種的生產提供了有利條件。我國自主設計建設的京唐公司300噸轉爐采用了國際上最先進的脫磷爐與脫碳爐分工、聯合生產的工藝,京唐公司是國際上最早采用這一先進工藝的300噸轉爐大型煉鋼廠。經過近兩年的技術攻關,脫磷爐生產周期28min,脫碳爐32min;單爐班產爐數從7-8爐次提高至16爐次,轉爐生產效率提高1倍,出鋼溫度平均降低20℃。鐵水“三脫”預處理比例達到90%;月平均轉爐終點[P]為0.006%,P+S]為150×10-6;和爐外精煉相匹配可穩定生產[P+S50×10-6的高潔凈鋼。石灰總消耗量從傳統流程的50kg/t,下降到24.3kg/t,煉鋼總渣量由110kg/t下降到的47kg/t,鋼鐵料消耗降低9.lkg/t,比傳統轉爐煉鋼成本降低37.39元/t鋼,標志著我國大型轉爐煉鋼技術已接近國際領先水平。
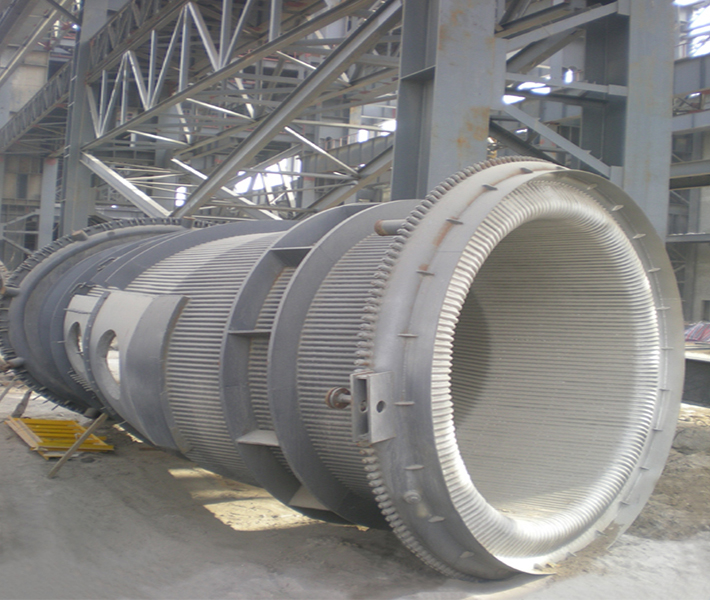
轉爐汽化煙道(也稱為余熱鍋爐)是轉爐煉鋼的主要配套設備之一,該設備在工作時要最大限度地收集高溫煙氣,承受最高的爐氣溫度與劇烈頻繁的溫度變化,同時工況最為惡劣,最容易粘結噴濺的鋼渣。一種煉鋼轉爐用汽化冷卻煙道,包括:活動煙罩、爐口固定段煙道、中間段煙道和末段煙道,活動煙罩置于轉爐上方,活動煙罩、爐口固定段煙道、中間段煙道和末段煙道依次順序連接,其特征在于:活動煙罩和爐口固定段煙道的上氣泡和下聯箱之間的循環水回路中增置一循環泵,爐口固定段煙道與中間段煙道之間采用膨脹節連接,中間段煙道與末段煙道連接處采用小直段斜彎管式連接結構,活動煙罩和爐口固定段煙道內表面涂有鎳-鉻涂層。本發明能使管內水流動始終保持充足、在煙道長度方向可以伸縮、能有效解決煙道平直段汽水分層問題和煙道內表面粘渣和煙氣沖刷問題。

氧槍的結構及性能在很大程度上決定著氧氣煉鋼的效果。特別是對于頂吹氧氣轉爐煉鋼過程,氧槍起著主導全局的作用。隨州轉爐安裝現場它支配著氧氣射流與熔池的接觸面積、氧氣射流的穿透深度、熔池的攪拌狀態、元素的氧化程度、熔池的升溫速度、渣中氧化鐵含量等重要工藝因素,因而對化渣、噴濺、雜質的去除、轉爐煉鋼終點控制以及各項煉鋼技術經濟指標都起著重要作用。氧槍由噴頭、槍身和槍尾三部分構成。噴頭由工業純銅制造,是氧槍的最重要的部分。是幾種噴頭的結構,a、b、c為氧氣轉爐用噴頭,高壓氧(0.6~1.0MPa)由內管供入,在噴頭處分流進入若干個先收縮后擴張的拉瓦爾型噴嘴,一般中小轉爐采用3個噴嘴,稱為三孔噴頭,大爐子(100t以上)用4~6個噴嘴。為了使煉鋼產生的CO氣在爐內燃燒成CO2(二次燃燒)的比例增大,需應用雙流噴頭或分流噴頭。雙流噴頭有利于主氧流和副氧流比值的調節,但要在槍身處增加一層副氧流道。平爐和電弧爐所用噴頭,氧氣沿內管和中管間的空隙流入,噴嘴為直圓筒形,但孔數較多,而且和中心線的夾角也大得多。槍身為3根(雙流氧槍為4根)同心的無縫鋼管,下端連接噴頭,上端和槍尾相連。槍尾包括供氧、進水和排水支管及連接法蘭和密封膠圈,通過槍尾和車間的氧氣管網和高壓水管網相連接。
廢鋼是鋼鐵工業的綠色原料,隨著取締“地條鋼”和國家對環保的嚴格要求,各大鋼鐵企業都在大力提高廢鋼比。目前,我國電爐鋼的比例還不到10%,轉爐流程仍是我國產鋼的主流程,因此有必要開發高效、清潔的轉爐流程提高廢鋼比技術。目前,轉爐流程大生產中采用的提高廢鋼比的手段主要有:廢鋼預熱(鐵水包預熱、轉爐爐前及爐后預熱等)、轉爐加入補熱劑(焦炭、焦丁、FeSi、SiC等)。但上述兩類提高廢鋼比的技術均有一定的不足:前者需要專門的加熱設備,后者往往以犧牲鋼水質量為代價。此外,國外還開發了KMS工藝,但因存在噴粉元件壽命短等不足,并沒有在大生產中廣泛應用。因此,如何在不污染鋼液的前提下提高轉爐廢鋼比,已成為亟須解決的關鍵共性難題。此外,單轉爐超40%的大廢鋼比技術也一直是冶金工作者關注的熱點課題。 轉爐二次燃燒氧槍是一種在不污染鋼液的前提下提高轉爐廢鋼比的技術。二次燃燒氧槍是在傳統煉鋼氧槍的基礎上,通過設計合理的副孔,使主孔射出氧氣射流進行脫碳反應,利用副孔射出的氧氣射流與爐內一氧化碳燃燒產生大量的熱量,使轉爐自身熱量得到較充分利用,進而提高轉爐廢鋼比。盡管國內外已對轉爐二次燃燒氧槍技術進行了大量研究,且有的已達到工業應用水平,但目前國外關于該技術在大工業生產中規模化應用的報道很少,而國內目前還未見該技術的大生產規模化應用。因此,有必要對二次燃燒氧槍技術進行深入研究并使其實現工業化應用。本文首先進行了提高廢鋼比的轉爐二次燃燒氧槍技術大生產規模化應用研究;在此基礎上,基于二次燃燒氧槍技術,研究者提出了一種廢鋼比超過40%的單轉爐大廢鋼比技術,并通過大生產試驗,驗證了其大生產應用的可行性,為其大生產規模化應用奠定了基礎。

高爐內型特征是:矮胖爐型,減少爐腹角和爐身角,加大死鐵層深度;高爐有效容積為3200㎡;采用立式大構架結構,框架柱間距18m×18m;爐體框架平臺由一層爐頂平臺、一層爐底平臺和五層爐身平臺組成,各平臺之間設有雙向走梯。高爐本體是整個煉鐵系統最主要設備,發生事故頻率高,事故類型多,在實際生產中為危險重點控制對象。其主要危險有害因素如下:(1)火災、爆炸采集者退散a.開氧氣者在氧氣閥門附近抽煙或周圍有人動火,可能發生火災。b.風口、渣口及水套,密封性不好,引起煤氣泄漏,在有火星、火源的情況下,可能發生火災、爆炸事故。c.在停電斷水情況下,由于事故供水不及時,致使爐內溫度過高,發生爐體開裂,引起火災。d.爐頂壓力過高又無法控制,可能導致,爐體爆炸,并引起火災。e.高爐停吹氧氣,可能造成火災、爆炸事故。f.在高爐休風、檢修、停電、停水情況下,由于誤操作,可能發生火災爆炸事故。


